
دستگاه پرس برک یکی از مهمترین تجهیزات در صنایع فلزکاری و ساخت سازههای فلزی است که نقش اساسی در خمکاری دقیق ورقهای فلزی با ضخامتها و ابعاد مختلف دارد. عملکرد صحیح و طول عمر بالای این دستگاه، به کیفیت طراحی، انتخاب اجزای مناسب و نگهداری اصولی آن وابسته است. در یک پرس برک مدرن، هر جزء از فونداسیون و سیستمهای هیدرولیک گرفته تا سنبه و ماتریس، کلمپها و مجموعه جکها نقشی حیاتی در دستیابی به دقت، سرعت و تکرارپذیری بالا ایفا میکند. طراحی مهندسی دقیق، استفاده از نرمافزارهای شیتمتال، و بهرهگیری از فناوری CNC باعث شده تا دستگاههای پرس برک امروزی نهتنها کارایی بیشتری داشته باشند، بلکه کیفیت خمکاری و ایمنی در کارگاههای صنعتی را نیز بهطور چشمگیری افزایش دهند. در این مقاله، اجزای مختلف دستگاه پرس برک شامل فونداسیون، سیستم فیکسکن، قرار جلو، هیدرولیک و مجموعه جکها بررسی شدهاند تا دیدی جامع از عملکرد و الزامات فنی این ماشین صنعتی ارائه شود.
فونداسیون پرس برک
دستگاه پرس برک بهدلیل وزن بالا و نیروی هیدرولیکی قابلتوجهی که برای خمکاری ورقها اعمال میکند، نیازمند پایه و فونداسیونی مقاوم و اصولی است. این فونداسیون وظیفه دارد علاوه بر تحمل وزن دستگاه، نیروی عکسالعمل ناشی از عملیات خمکاری را نیز مهار کند. در پرس برکهای پایابرش با طول تا ۳ متر و قابلیت خمکاری تا ضخامت ۱۰ میلیمتر، از فونداسیونهای معمولی استفاده میشود. این فونداسیونها شامل دو پایه در هر سمت بدنه هستند که به بدنه دستگاه جوش داده شده و روی آنها سوراخکاری برای نصب پیچ بولتها انجام میشود. در زیر این پایهها نیز معمولاً از صفحه ستون استفاده میشود تا پایداری و انتقال نیرو به زمین به شکل ایمنتری انجام گیرد.
اما در مدلهای بزرگتر، به دلیل افزایش چشمگیر نیروهای وارد بر سازه، باید قبل از نصب دستگاه گودبرداری عمیقتری انجام شده و بتن مسلح اجرا شود. پس از اطمینان از تراز بودن سطح بتن، دستگاه بر روی آن قرار گرفته و بخشی از میز دستگاه که از بدنه پایینتر طراحی شده، درون بتن قرار میگیرد تا در برابر فشارهای هیدرولیکی مقاومت و پایداری لازم را داشته باشد. از دیگر بخشهای مهم در ساختار دستگاه، قابهای نگهدارنده جکها هستند. در پرس برکهای پایابرش، این قابها بهصورت دقیق با نرمافزارهای طراحی مهندسی و در محیط Sheet Metal طراحی میشوند. سپس برای حفظ دقت و زیبایی ظاهری دستگاه، توسط دستگاههای برش لیزری تولید و در نهایت با پرس برکهای دقیق خمکاری میشوند تا در کنار استحکام بالا، ظاهری حرفهای و یکنواخت ایجاد کنند.
سنبه و کلمپها در دستگاه پرس برک
در دستگاههای پرس برک، سنبه و ماتریس از اجزای اصلی و تعیینکننده دقت و کیفیت خمکاری محسوب میشوند. این قطعات معمولاً بر اساس نیاز و نوع کاربرد مشتری طراحی و ساخته میشوند و در ابعاد، زوایا و اشکال مختلف مورد استفاده قرار میگیرند. برای دستیابی به دقت بالا در عملیات خمکاری، سنبه و ماتریسها بهصورت سنگخورده و پرداختشده تولید میشوند و سپس در فرآیند برش و شکلدهی ورقها به کار گرفته میشوند تا خمهایی دقیق، یکنواخت و بدون خطا ایجاد شود. در بخش اتصال و تعویض ابزار، از کلمپهای Fast (آسانبازشو با طراحی اروپایی) استفاده میشود. این کلمپها با مکانیزم اهرمدار و سریعالعمل، امکان نصب و جداسازی سریع سنبه و ماتریس را فراهم میکنند. استفاده از این نوع کلمپها علاوه بر صرفهجویی در زمان تنظیم ابزار، باعث افزایش بهرهوری و سهولت کار اپراتور نیز میشود.
سیستم فیکسکن در دستگاههای پرس برک
در دستگاههای پرس برک PLC که تناژ آنها کمتر از ۱۶۰ تن است، معمولاً از سیستم فیکسکن برای تنظیم جکها استفاده میشود. در این روش، تنظیم کورس و میزان حرکت جکها بهصورت الکترومکانیکی انجام میگیرد. این مکانیزم ضمن کاهش نیاز به تنظیمات دستی پیچیده، موجب افزایش دقت حرکتی، تکرارپذیری بالا و پایداری عملکرد دستگاه در فرآیند خمکاری میشود.
سیستم قرار جلو در دستگاههای پرس برک
سیستم قرار جلو (Front Stop) در دستگاههای پرس برک بهمنظور تنظیم موقعیت دقیق ورق پیش از عملیات خمکاری طراحی میشود و در دو نوع منوال (دستی) و CNC (اتوماتیک) ساخته میشود. در مدلهای منوال، سیستم قرار جلو بهصورت ریل و واگن روانکار شده طراحی شده است. این ساختار به اپراتور اجازه میدهد تا با حرکتی نرم و دقیق، موقعیت ریلها را در طول دستگاه بهصورت دستی تنظیم کند و ورق را در محل مناسب قرار دهد. اما در مدلهای CNC، سیستم قرار جلو بر اساس نیاز مشتری و نوع کاربرد، بهصورت کاملاً اتوماتیک و قابل تنظیم در محورهای عقب و جلو، چپ و راست طراحی میشود. این نوع سیستم با کنترل دقیق توسط CNC، دقت تکرار بالا، سرعت تنظیم بیشتر و عملکردی کاملاً هوشمند را در فرآیند خمکاری فراهم میکند.
سیستم هیدرولیک در دستگاه پرس برک CNC
در دستگاههای پرس برک CNC، سیستم هیدرولیک از شیرآلات دایرکشنال حرفهای (Directional Valves) بهره میبرد که وظیفه اصلی آنها کنترل دقیق دبی روغن و تنظیم حرکت جکها است. این سیستم با تنظیم هوشمند جریان و فشار روغن، امکان دستیابی به بالاترین دقت در موقعیتدهی جکها و در عین حال بیشترین سرعت عملکرد را فراهم میسازد. استفاده از این ساختار هیدرولیکی پیشرفته موجب میشود دستگاه در عملیات خمکاری، علاوه بر پایداری عملکردی بالا، از کنترل نرم، دقیق و یکنواخت برخوردار باشد و در نهایت کیفیت خمکاری و بهرهوری خط تولید بهطور قابل توجهی افزایش یابد.
مجموعه جکها در دستگاه پرس برک
برای طراحی و محاسبه ظرفیت جکهای دستگاه پرس برک، معیار اصلی بر اساس ضخامت ورق، جنس ماده و طول خمکاری تعیین میشود. بهطور استاندارد، برای هر ۱ میلیمتر ضخامت ورق فولادی با مقاومت معادل ST37 در طول ۱ متر، حدود ۶.۷ تن نیرو جهت ایجاد تیزترین و عمیقترین خم مورد نیاز است. با درنظر گرفتن ضریب اطمینان بالاتر برای افزایش ایمنی و پایداری دستگاه، مقدار نیرو بهصورت میانگین ۷ تن بهازای هر میلیمتر ضخامت در هر متر طول محاسبه میشود. بنابراین، فرمول تقریبی برای محاسبه نیروی مورد نیاز جکهای پرس برک به شکل زیر است:
نیروی مورد نیاز (تن) = طول خمکاری (متر) × ضخامت ورق (میلیمتر) × ۷
این روش محاسبه به طراحان کمک میکند تا جکهایی با توان مناسب، عمر کاری بالا و عملکرد دقیق برای هر مدل دستگاه پرس برک انتخاب کنند.
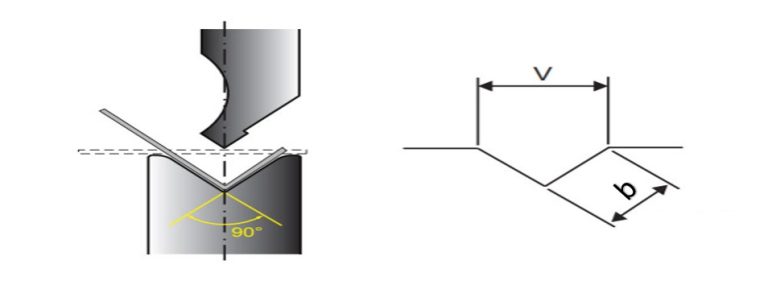
محاسبه نیروی خمش در فضای آزاد
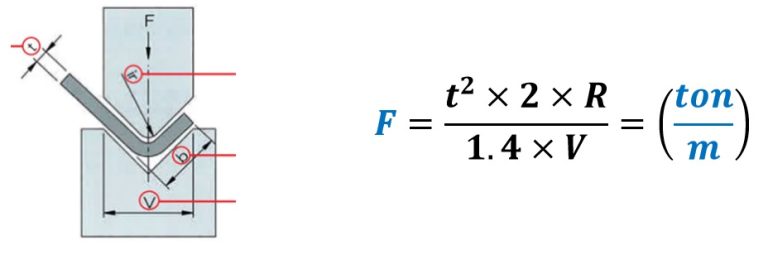
آیتمها در فرمول | عوامل تاثیر گذار | واحد اندازه گیری |
t | ضخامت ورق فلزی | mm |
V | V باز شده | mm |
F | نیرو |
|
b | حداقل لبه | mm |
(inner radius)ir | شعاع داخلی | mm |
R | مقاومت کششی |
|
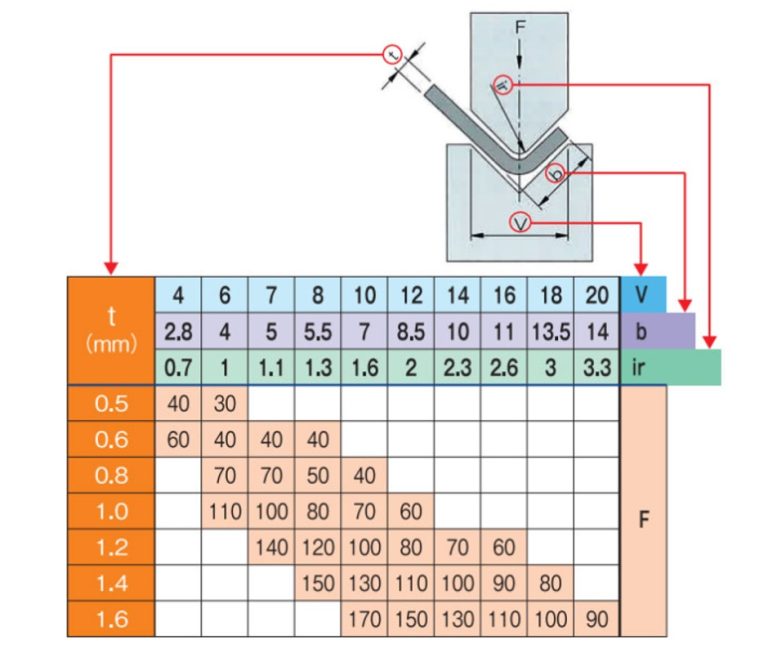
رابطه بین ضخامت ورق و عرض v:
12 به بالا | 9-10 | 3-8 | 0.5-2.5 | ضخامت ورق (mm) | t |
12t | 10t | 8t | 6t | عرض دهانه (mm)V | V |
پایا برش؛ پیشرو در تولید ماشینآلات خمکاری و فلزکاری
شرکت پایا برش با سالها تجربه در طراحی و تولید ماشینآلات خمکاری پیشرفته، از جمله پرس برک CNC، دستگاه گیوتین، برش لیزر فایبر و نورد ورق، توانسته است جایگاه خود را بهعنوان یک تولیدکننده حرفهای و قابل اعتماد در صنعت فلزکاری تثبیت کند. این شرکت با بهرهگیری از فناوریهای نوین، نرمافزارهای طراحی پیشرفته و تیم مهندسی متخصص، دستگاههایی با دقت بالا، پایداری طولانی و بهرهوری فوقالعاده ارائه میدهد. همچنین، خدمات پس از فروش و مشاوره تخصصی پایا برش، به مشتریان امکان میدهد تا با اطمینان کامل، بهترین انتخاب را برای خط تولید خود داشته باشند.
نتیجه گیری
پرس برک، دستگاهی پیچیده و در عین حال دقیق است که برای عملکرد بهینه، نیازمند هماهنگی کامل میان بخشهای مکانیکی، الکتریکی و هیدرولیکی خود میباشد. طراحی اصولی فونداسیون، انتخاب صحیح سنبه و ماتریس، استفاده از کلمپهای سریع، بهرهگیری از سیستمهای فیکسکن و کنترل CNC، همگی عواملی هستند که دقت، سرعت و عمر مفید دستگاه را بهطور مستقیم تحت تأثیر قرار میدهند. بهکارگیری فناوریهای نوین در سیستمهای هیدرولیک و کنترل عددی، امکان دستیابی به خمکاری با دقت بالا و حداقل خطا را فراهم کرده است. همچنین، محاسبه دقیق نیروی مورد نیاز جکها بر اساس ضخامت و نوع ورق، تضمینکننده ایمنی و پایداری عملکرد دستگاه در شرایط کاری سنگین است. در نهایت، اگرچه پرس برک در ظاهر دستگاهی صنعتی و ساده به نظر میرسد، اما کارکرد مؤثر آن نیازمند درک فنی، مهارت اپراتور و طراحی مهندسی دقیق است. شرکت پایا برش با سالها تجربه در طراحی و ساخت انواع ماشینهای خمکاری از جمله پرس برک CNC، دستگاه گیوتین، برش لیزر فایبر و نورد ورق، آماده ارائه مشاوره تخصصی و ساخت دستگاههای سفارشی متناسب با نیاز هر صنعت میباشد.








{kind=link}
بدون دیدگاه